For a solid materials, CAD/CAM ceramic, composite, metal, cut the bar to 2.5x5x25mm, then make a 1x2.4mm V-notch in one of thickness side using low speed saw. Generate pre-cracking by blade cutting and fatigue loading at 10-20 N.
For resin composite, inject resin into a metallic mold with 3x5.2x26mm slot and 1x2.6mm notch. After resin setting, clean the flash and remove and resin inside the notch by blade.
Measure the notch length with cracking length (a) under steoromicroscpe.
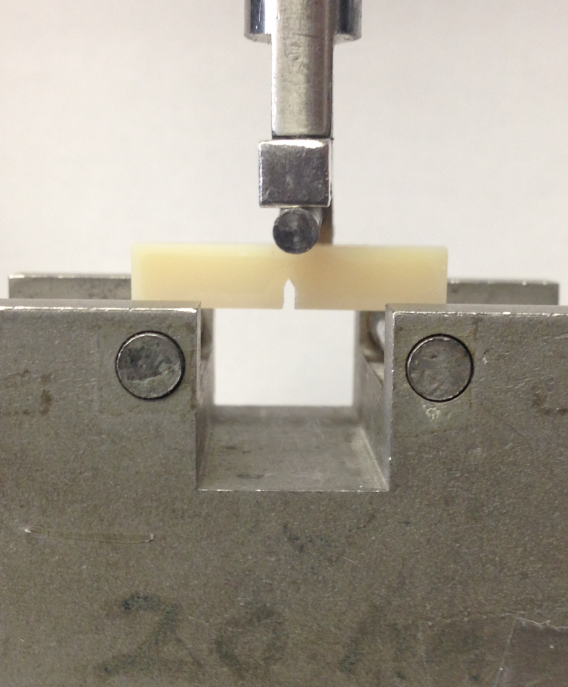
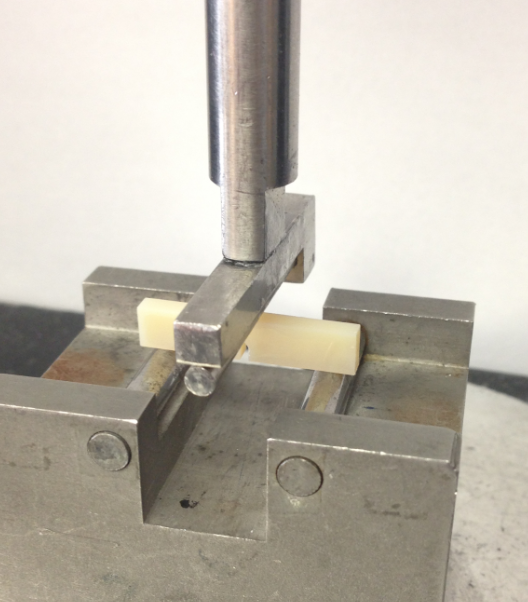
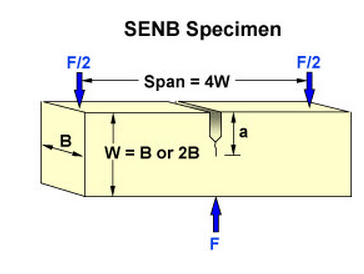
SENB test with notched beam, front viewSENB test with notched beam, side viewSENB test with diagram.
Equipment Preparation:
Check the power switch of instron and printer.
Check the status of computer, log in as administrator.
Check the load cell cable is connected and in the proper load range as you need. Crosshead speed is suggested as 0.25 mm/min
Prepare fixture for your specimens.
Testing:
Run BlueHill 3 from computer.
Load your testing method and choose testing filename, save to your own folder. Each group pf specimens can be included in one data file.
Align the load pusher in the center of 3 pt bending fixture. Secure the fixture and pusher.
Meaure the thickness (B), width (W) and notch length (a) of the specimen. It is very critical to get accuracy better than 0.05mm for notch length. Input specimen information in Bluhill 3.
Mount your specimens in the three point bending flexual test fixture facing the notch to tensile side. Load pusher should aligned with the notch.
IMPORTANT! Set the extension reset before the test of one group. Set the frame safety sensors for upper and lower limit.
Install proper protection shield around the fixture and wear safety googoles for yourself.
Click "start" to test.
Collect finished specimen fragments and save for further fractograph analysis. Do not match fracture surfaces togather, which will smear off important microstructures.
Fracture not initiated at the center notch is not meeting the requirements and must be investigated.
Save the results after testing one group specimens. Do not mix different groups of specimens in one data file.